




玻璃生产工艺
原料车间制备好的配合料由配合料带式输送机送到窑头,此时,经称量后的碎玻璃通过碎玻璃带式输送机均匀的撒在配合料带式输送机配合料料层上,与配合料一起,由窑头往复可逆移动式带式输送机卸入窑头料仓。窑头料仓下设一台大型斜毯式投料机进行连续投料,将料推入熔窑。熔窑加热以天然气。配合料经高温熔化、澄清、均化、冷却后形成合格的玻璃液流入两个流液道,并由各线的流液道调节闸板控制进入其锡槽的玻璃液量。
温度约 1100℃的玻璃液从两流液道流入各自锡槽内的锡液面上,随即自然摊平、展开,并经机械拉引、挡边和拉边机的控制,形成所要求的宽度和厚度的玻璃带,并在行进中逐渐冷却至 600℃左右时离开各自锡槽。连续玻璃带经过渡辐台进入各自退火窑进行退火、冷却,低于 70℃(a 线)或 90℃(b 线)离开退火窑进入各自冷端机组。
正常生产时,生产线的玻璃均经全自动缺陷检测、测长发讯、纵切、横切、横掰、加速分离、掰边、纵掰纵分、吹风清扫后,进入堆垛区进行自动堆垛,堆垛后的玻璃运入成品库储存。
退火窑出口处均设有一台应急横切机,可将不合格的玻璃带切割后, 通过应急落板破碎装置将其破碎,然后进入碎玻璃系统,从掰边辐道下来的玻璃边子和从主线落板下来的不合格板均通过破碎机破碎后进入碎玻璃系统。
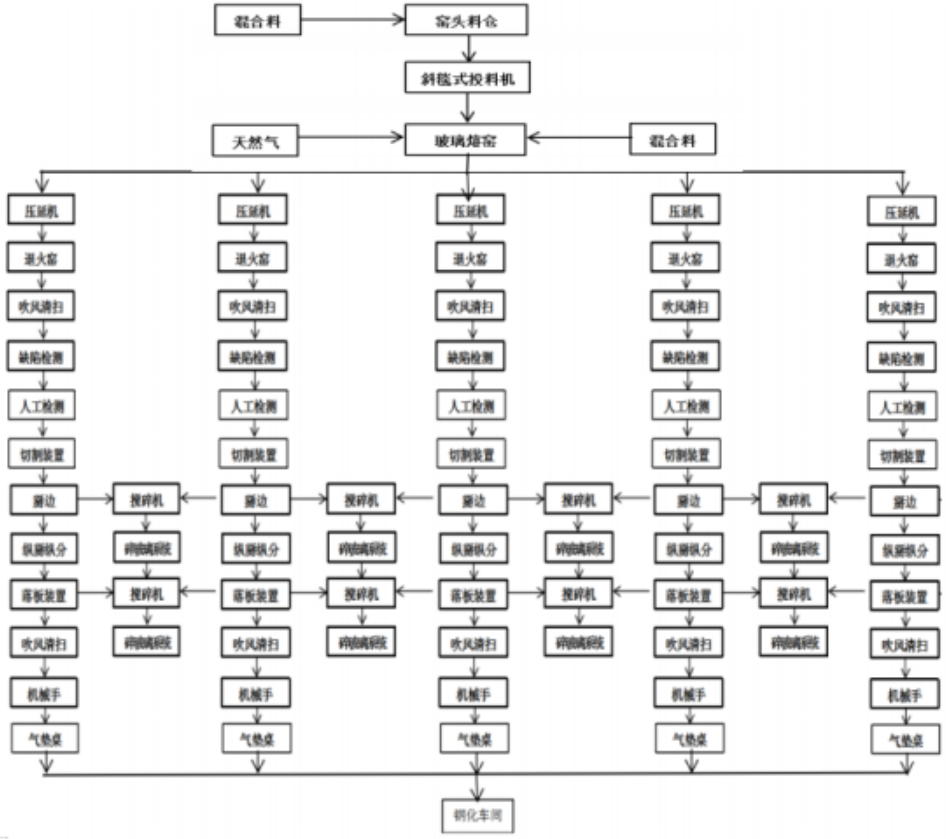
超白光伏玻璃基片生产工艺流程图
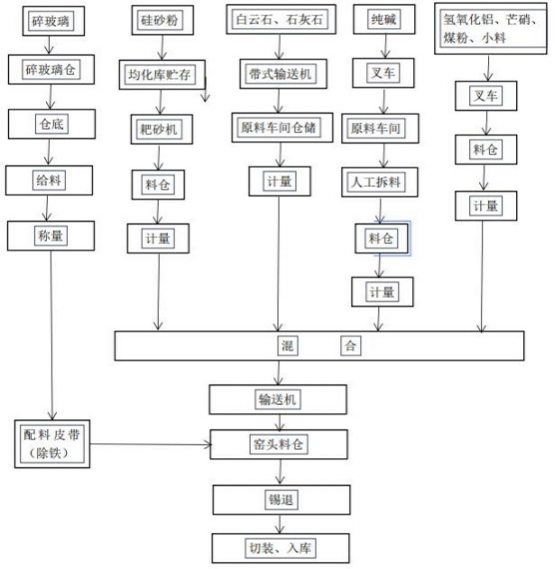
优质浮法玻璃生产工艺流程图
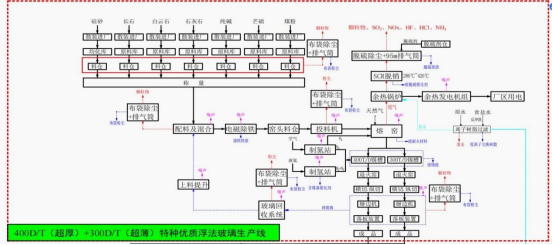
特种优质浮法玻璃生产线流程图

以“抓质量、建精品、树形象、创品牌”的经营理念





